Даже самое качественное новое сверло со временем тупиться, требуя правки. Если же мастер без должных навыков и знаний начинает его подтачивать по рекомендациям из интернета, то быстро возникают проблемы.
Важно понимать, что заточка сверла по металлу выполняется по строгим шаблонам и правилам. Их надо знать и тщательно соблюдать.
Эта статья сайта написана для новичков без опыта в виде подробной инструкции с чертежами и фотографиями. Она поможет понять и освоить технологию, которой пользуются специалисты. Читайте.
- Устройство сверла: 4 главных детали
- Виды заточки сверл: обзор 4 способов
- Конусная заточка сверл
- Винтовая заточка сверла
- Одноплоскостная заточка
- Двухплоскостная заточка сверла
- Самодельные приспособления и инструменты: преимущества и недостатки
- Самоделка для правки мелких сверл Wishbone (Вишбон)
- Заточка сверл на бруске
- Заточка на пальце
- Заточка сверла на гайке
- Деревянная поворотная подставка
- Приспособление на уголке
- Самодельные заточные приспособления для болгарки
- Насадки на дрель
- 12 распространенных ошибок новичков при работе со сверлами
Устройство сверла: 4 главных детали
Для оптимального сверления выбрана специальная геометрия: спиралевидная форма цилиндра с хвостовиком и рабочей частью из инструментальной стали, заканчивающаяся заостренным наконечником.

Острые режущие кромки инструмента расположены на наконечнике и боковой стороне каждой ленточки, которые снижают силу трения инструмента о стенки отверстия.
Износ боковой ленточки придает цилиндру форму конуса, что создает проблемы при сверлении. Новички часто не обращают на это внимание.
Спиральные сверла режут металл передними кромками наконечника. На их работу влияют следующие три параметра:
- угол при вершине. Его требуется выбирать правильно по прочности и вязкости обрабатываемого материала;
- задний угол резания – затыловки;
- состояние перемычки наконечника.
Наличие дефектов сложно проверить на глаз самостоятельно без должного опыта.
Признаки несоответствия точности углов, длин или положения осей предназначены показывать шаблоны (алюминиевые плашки с метками наклона сторон друг к другу). Их может заменить измерительный инструмент: угломер, транспортир, понадобится и штангенциркуль.

На качество заточки влияет зернистость камня. Алмазным абразивом создаются лучшие рабочие поверхности. Поэтому мастера часто завершают процесс шлифовкой или хонингованием важных участков, снимая с них небольшой слой и выравнивая мельчайшие зазубрины.
3 дефекта сверл, подлежащие устранению до заточки
Поскольку сверление – обработка металла резанием, то на его качество влияют не только состояние граней угла при вершине, но и неисправности, вызванные неправильной эксплуатацией:
- изгиб осевой линии сверла;
- деформации хвостовика зажимными патронами;
- износ режущих кромок спиралевидных ленточек на боковых поверхностях.

Два первых повреждения исключают создание точных отверстий: сверло будет бить в разные стороны.
Стертые боковые ленточки ограничивают проникновение сверла в глубь металла. Возникает трение, нагрев и даже прожигание.

Показываю это процесс в видео.
Как работает сверло
Токарный и сверлильный станок позволяют правильно создавать идеальные отверстия в металле за счет:
- равномерной скорости подачи рабочего органа;
- оптимального подбора числа оборотов шпинделя;
- точной центровки осевой линии вращения относительности плоскости обрабатываемой заготовки.
Ручной инструмент (дрель, перфоратор, шуруповерт) тоже точно работает, если для него соблюсти перечисленные требования. Учитывают ли эти характеристики новички, включают ли дрель на малых оборотах – вопрос…

Во время работы идеальное сверло:
- соприкасается с обрабатываемым материалом только режущими кромками и наконечником перемычки;
- его задняя часть металла не касается;
- стружка формируется равномерными завитушками на двух противоположных концах одновременно.
Если же сверло выбрасывает только опилки, нагревается, требует повышенного нажима, то оно затупилось. Его просто нужно переточить.
Виды заточки сверл: обзор 4 способов
Наука резания и сверления металлов рассматривает 4 технологии заточки:
- конусная – 2 типа;
- винтовая;
- одноплоскостная;
- двухплоскостная.
Конусная заточка сверл
Бывает двух типов. Первый цилиндрический используется редко. У второго преимущества. Рассмотрим его, как наиболее распространенный.

Название конусная (заостренная, коническая) используется потому, что применена схема расположения оси воображаемого конуса к оси вращения сверла. Они сдвинуты на определенный угол.
Методика позволяет хорошо заточить сверла диаметром от 10 мм и больше, но требует подточки перемычки.
Винтовая заточка сверла

Сверло зажимается в патроне. Он вращается. Шлифовальный круг разными способами обрабатывает грани. Совместные вращения сверла и круга создают винтовые задние поверхности.
Винтовая техника увеличивает задний угол сверла и имеет эксплуатационные преимущества перед остальными методиками.
Она распространена в среде профессионалов инструментальщиков, требует точного оборудования и навыков в работе. Начинающим мастерам – не подходит.
Одноплоскостная заточка

Задний угол резания зуба 15÷25 градусов формируется одной плоскостью. Он может легко создаваться как вручную на абразивной поверхности, так и заточными станками на:
- торце наждачного диска;
- или его боковой стороне.
Эта технология является базовой для освоения. Она очень популярна в среде профессионалов и новичков, приобрела название нормальной за счет простоты исполнения.
Недостаток метода: увеличенная длина перемычки (примерно 20% диаметра). За счет этого в центральной части происходит не резание, а сминание металла. Этим объясняется повышенный износ сверла и его отход в сторону.
Устраняется с помощью:
- начального засверливания меньшим диаметром;
- либо кернением.
Здесь же перемычку рекомендуется стачивать стандартным методом на глубину 0,1—0,15 диаметра инструмента чтобы уменьшить сопротивление металла.
Двухплоскостная заточка сверла
Ее цель та же, но затыловка создается двумя плоскостями под углами:
- 7-17 градусов не передней – обеспечивается оптимальное резание;
- 25-40 градусов для задней плоскости – исключается соприкосновение сверла с заготовкой и обеспечивается лучший отвод стружки.
Этот способ отличается практичностью от предыдущего, но требует более совершенной оснастки инструмента. Он подходит для профессиональной работы и использования в быту.
Под него создаются как очень дорогие станки, сравнимые по цене с автомобилем, так и дешевые самодельные приспособления.
Предлагаю сравнить два варианта их исполнения.
Вначале посмотрите эту методику на эксклюзивном устройстве заточника префекциониста в его видео ролике «Как идеально заточить сверло на 2 плоскости». Он поможет правильно понять базовые принципы технологии.
Затем оцените этот же способ на бесплатном приспособлении, созданном инженерами конструкторского бюро Кравченко Г Ф.
Уверен: качество заводского станка выше, но уровень заточки поверхности на самодельной приспособе ненамного хуже, чем у профессионалов. Он хорошо подходит для редких поделок в домашних условиях или внутри гаража. Исправление сверла выполняется до тех пор, пока не исчезнут все сколы, трещины, зазубрины.
Самодельные приспособления и инструменты: преимущества и недостатки
В быту применяют ручной инструмент или точильный станок. Не забывайте при работе использовать защитные очки, перчатки, специальную одежду и обувь.
Самоделка для правки мелких сверл Wishbone (Вишбон)
Мелкие диаметры до 2 мм удобно затачивать и править вручную на простом инструменте типа Вишбон. Его просто сделать своими руками.

Каждая сторона плавно протягивается несколько раз по наждачке, наклеенной на стекло (замена – плоский точильный абразив). Приспособление одновременно опирается не колесико и наконечник.
В результате равного наклона затачиваются режущие кромки, одинаковые с двух сторон. Получается оптимальный угол.
В случае повышения диаметра точить сложнее: время восстановления инструмента увеличивается.
Заточка сверл на бруске
В качестве примера приведу конструкцию токаря наладчика Куликова. В ней используется тот же принцип, что в Вишбоне. Только сверло зафиксировано в деревянном бруске под углы при вершине и затыловки.

Дешево, просто сделать руками из подручных материалов, практично. Однако несколько затратно заточить большие диаметры до нужной остроты.
Заточка на пальце
Опытные инструментальщики на самодельных точилах с двигателями от советских стиральных машин точат любой инструмент на наждаке, используя в качестве опоры собственный палец. Их движения выверены.

Второй вариант подобного затачивания показан на фото ниже. Для удобства его выполнения нанесена линия на подручнике. Она позволяет выдержать направление угла при вершине.

Заточка сверла на гайке
Грани гайки расположены под 120 градусов. В ней болгаркой, надфилем или напильником следует изготовить диаметральные прорези для крепления сверла тисками или струбциной.

Затыловку придется выполнять дополнительно короткими проточками.
Деревянная поворотная подставка
Для заготовки шаблона делается прямоугольный треугольник из дерева с соотношением катетов 8:5, обеспечивающий угол при вершине. Он устанавливается на поворотной скобе.

Затыловка создается вращением треугольника относительно вертикальной оси.
Приспособление на уголке
Для сборки потребуется не только слесарный инструмент для обработки стали, но и сварка. При работе сразу создается одна плоскость с формированием углов при вершине и затыловки.

Самодельные заточные приспособления для болгарки
Некоторые мастера делают различные конструкции для выправления кромок на угловых шлифовальных машинках. Они позволяют формировать все углы.

Однако у них много недостатков, связанных с безопасностью метода и качеством создаваемой поверхности. На вставленном фото хорошо видны выработки и повреждения.
Они в какой-то момент разрушат вращающийся на очень больших оборотах диск. Куда полетят осколки и части круга – можно только гадать…
Структура абразива выполнена крупными зернами для резки. Поверхности от круга болгарки сильно далеки от идеала: заусенцы и канавки после обработки требуют доводку и шлифовку.
Если же эти недостатки не смущают и нужно быстро привести сверло к рабочему виду, то это ваш выбор. Я такой станок просто не рекомендую.
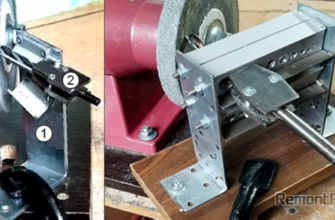
Насадки на дрель
Из всех самодельных конструкций, просмотренных в интернете, мне понравилась универсальное приспособление КБ ИП Кравченко – простой, удобный и эффективный станок для заточки.

Чертежи и фотографии ее исполнения можете бесплатно скачать с Яндекс диска.
Если сделаете такую оснастку, то не забудьте написать о ней реальный отзыв в комментарии к этой статье. Автор инструмента получит мощный стимул для своего творчества.
12 распространенных ошибок новичков при работе со сверлами
Выбор угла при вершине – главная проблема
Для высверливания отверстий в гараже работники обычно выбирают 120О. Его следует менять в зависимости от материалов разной твердости:
- сталь твердых сортов, чугун, сплавы бронзы – 116-118 градусов;
- латунь и мягкая бронза – 120-130;
- медь – 125;
- бетон – 118-130;
- алюминий, древесина – 140;
- пластмассы – 90-100.
Условия хранения
Свалка сверл в общую кучу вместе с другими инструментами со следами металлической пыли может затупить режущие части, а грязь и жидкости вызвать коррозию.
Крепление детали
В случае не надежной фиксации, например, сверления на коленке, происходит искажение отверстий и ускоренное повреждение геометрии сверла.
Разбалансировка и биения наждачного круга
Собранный своими руками станок до работы необходимо правильно настроить. Абразивный круг должен вращаться без малейшего отклонения от центральной оси. Иначе в процессе обработки поверхности затачиваемого инструмента качества не добиться.
Скорость подачи
Сквозное сверление значительно уменьшает сопротивление материала на выходе из заготовки: сверло может захватить слишком большой кусок металла и сломаться. Поэтому подачу на выходе следует уменьшать.
Скорость резания подбирается с учетом прочностных свойств детали, условий нагрева и охлаждения.
3 основные ошибки заточки
Необходимо осуществлять ее визуальный контроль. Параметры проверки:
- Разная длина режущих кромок: на длинной части происходит выкрашивание угла. Она же будет отжимать центр отверстия от оси вращения и исказит его форму. С увеличением глубины возникнут биения, приводящие к поломке.
- Разные углы у режущих кромок. Из двух будет работать только одна. Нагрузка на нее уведет сверло в сторону и нарушит геометрию отверстия.
- Два первых дефекта одновременно: центр поперечной кромки сместится от оси сверла.
Скорость резания и подача
Оптимальные условия создаются при большой скорости резания и маленькой подаче. Но, слишком большая скорость резания затупляет режущие кромки в углах и даже разрушает их, вызывая перегрев наконечника.
Охлаждение и смазка
Во время резания и сверления происходит нагрев. Тепло отводят смазочно-охлаждающими жидкостями – СОЖ и даже водой. Они позволяют ускорить сверление от 10 до 40% в разных материалах.
4 основные проблемы при сверлении:
- Наростообразование или прилипание металла к сверлу – возникает на низких скоростях резания с недостатком СОЖ при увеличенном износе режущих кромок.
- Повышенный износ перемычки с образованием сколов и трещин (нельзя допускать) – проявляется вибрациями на грубой или наклонной поверхности с низкой скоростью резания и повышенной подачей.
- Пластическая деформация геометрии сверла – образуется на высоких скоростях резания и подачи с недостатком СОЖ.
- Поломка сверла – происходит при его попадании в раковину заготовки с излишним отклонением или на выходе его из изделия под большим углом на увеличенной скорости.
Сверло по металлу изнашивается при эксплуатации. Становится тупым: сверлить невозможно. Для его восстановления достаточно переточки углов и режущих кромок по данным нормативов, указанных в справочниках. Срок службы продлевается.
Всегда можно пойти в магазин, купить или приобрести новое сверло и качественно просверлить им гладкие и точные отверстия. Но из-за естественного износа его производительность станет хуже.
Восстановить ее помогут наши советы и описанные технические средства.